

1.范围
本工艺说明适用于河北君业科技股份有限公司工业管道不锈钢类材质架空和综合管廊预制保冷管道加工制造。
2 .规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
本生产工艺参考标准及规范
shell DEP 30.46.00.31 GEN(2019),壳牌工程设计手册--预保冷应用;
GB/T 25997-2010 绝热用聚异氰酸酯制品
GB∕T 39936-2021 深冷保冷用泡沫塑料;
CINI 2.7.02-2017 荷兰工业保温协会-浇筑发泡型(PIR)规范;
CINI 3.2.11-2017 荷兰工业保温协会-紫外线硬化玻璃钢(GRP);
CINI 2.25.01-2017 荷兰工业保温协会-辅助材料;
3.工艺流
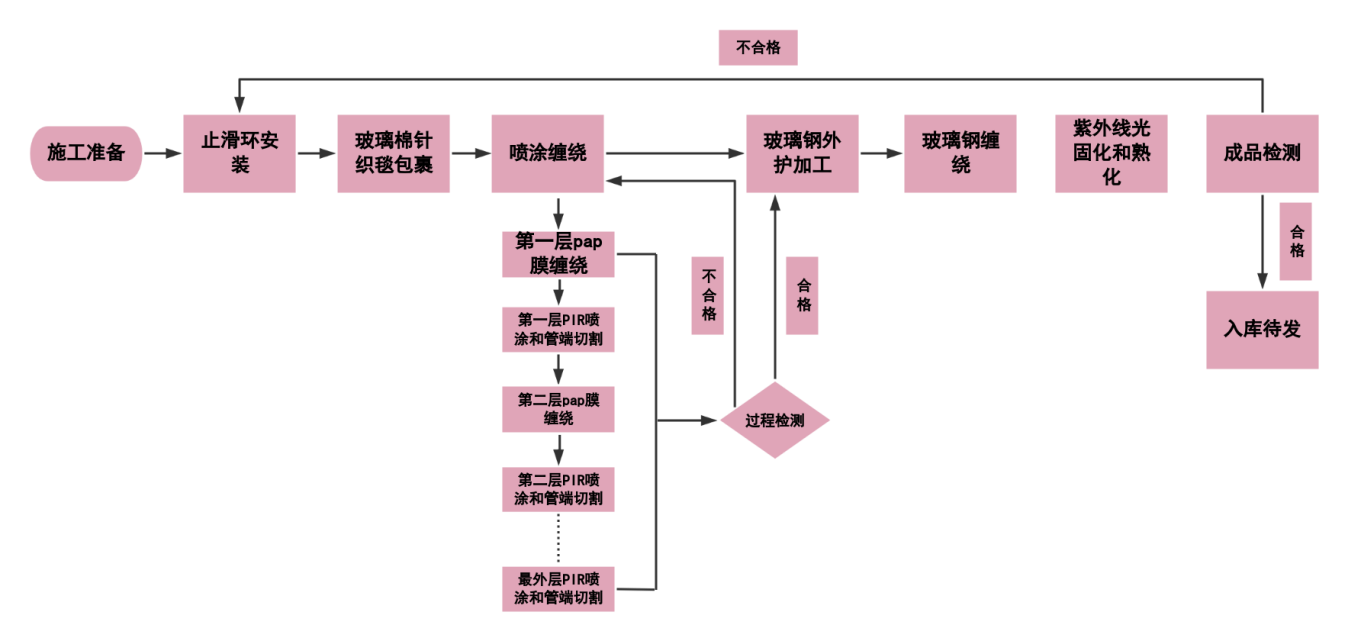
4.工艺说明
(一)施工准备
人员准备:组建专业施工团队,包括技术人员、施工人员、质量检验人员等,并进行岗前培训,使其熟悉保冷管道生产工艺及质量标准。
材料准备:根据设计要求,采购合格的管道、止滑环、玻璃棉针织毡、PAP铝膜、PIR泡沫原料、紫外线玻璃钢材料等,确保材料质量符合相关规范,进场材料需附带质量证明文件,并按规定进行抽样检验。
设备准备:调试PIR发泡生产线、紫外线玻璃钢生产线、喷涂设备、缠绕设备、检测设备、吊运设备(租用20T汽吊)等,确保设备性能良好,运行稳定,精度满足生产要求。同时准备好必要的测量工具,如千分尺、卷尺、测厚仪等。 场地准备:清理生产场地,确保场地平整、干燥、无杂物,合理规划材料堆放区、生产加工区、成品存放区等,保证生产流程顺畅,避免交叉作业干扰。
(二)止滑环安装
按图纸在管道规定位置安装HDPIR止滑环,止滑环应与管道紧密贴合,采用深冷粘接剂粘接方式固定,确保连接牢固可靠。安装位置和间距需严格按照设计要求执行,以保证在后续保冷层施工及使用过程中,管道与保冷层之间不发生相对滑动。
(三)玻璃棉针织毡包裹
将玻璃棉针织毡均匀紧密地包裹在安装好止滑环两侧管道的外表面,包裹时应注意搭接宽度不小于50mm,确保无空隙、无褶皱,使用专用的捆扎带固定,防止玻璃棉针织毡在吊运和后续施工过程中脱落,起到隔离作用 。
(四)喷涂缠绕
4.1管道吊运至喷涂PIR发泡生产线
使用20T汽车吊吊运,将包裹好玻璃棉针织毡的管道平稳吊运至喷涂 PIR发泡生产线。吊运过程中要注意保护管道及玻璃棉针织毡,避免碰撞、刮擦导致损坏,同时严格遵守吊运安全操作规程,确保人员和设备安全。
4.2多层PAP铝膜缠绕与喷涂PIR发泡、切割
第一层施工:在管道吊运至喷涂PIR 发泡生产线后,先进行第一层 PAP 铝膜缠绕,铝膜应平整、紧密地缠绕在管道上,搭接宽度不小于 50mm(设计有要求的按设计执行),确保无气泡、无褶皱。完成铝膜缠绕后,进行第一层PIR喷涂发泡,控制喷涂压力、流量和厚度,使PIR泡沫均匀覆盖在铝膜表面,厚度符合设计要求(一般偏差不超过 ±5mm)。待PIR泡沫初步固化后,使用专用切割工具进行第一层 PIR 管端切割,保证切割面平整、光滑,尺寸符合设计标准。
第二层施工:重复第一层的操作流程,即第二层PAP铝膜缠绕、第二层 PIR 喷涂发泡和第二层PIR切割。在进行第二层施工时,要注意与第一层的衔接,形成50mm台阶(设计中有规定的按设计执行)确保各层之间紧密结合,无分层现象。
多层喷涂按照重复上述工艺进行作业,完成最外层PIR喷涂后,需在外界面进行PAP铝膜缠绕,进一步增强保冷结构的密封性,为后续防护玻璃钢缠绕工序做好准备。
(五)玻璃钢外护加工
5.1完成喷涂工序的管道吊装至玻璃钢缠绕生产线
再次使用吊运设备,将完成多层PAP铝膜缠绕和喷涂PIR发泡、切割的管道吊运至玻璃钢缠绕生产线。吊运过程同样要小心谨慎,防止损坏已施工完成的保冷层结构。
5.2玻璃钢缠绕
在玻璃钢生产线上,将浸润合成聚酯聚酯树脂的玻璃纤维按照缠绕角度均匀缠绕在管道外表面,确保树脂浸透玻璃纤维布,无干斑、无气泡。缠绕过程中要保持张力均匀,保证玻璃纤维布紧密贴合在管道保冷层外表面,形成连续、致密的玻璃钢保护层。
5.3紫外线光固化
将完成缠绕的管道吊装至光固化平台,通过紫外灯照射设备对缠绕好的玻璃钢层进行光固化处理,控制紫外线照射强度和时间,使树脂快速固化,形成坚硬、高强度的玻璃钢外壳。固化过程中要严格按照设备操作规程和工艺参数进行操作,确保固化效果均匀、充分,无未固化或固化不良区域。
如一次缠绕厚度不能满足设计要求的玻璃钢厚度的,重复缠绕及光固化操作,直至玻璃钢厚度满足设计要求。
5.4 端部气阻层施工
完成玻璃钢施工的管道需要立刻进行端部气阻层的施工以防止水蒸汽进入PIR泡沫,汽阻层应紧贴保冷块端部表面,并延伸至管道表面 50mm。最小涂抹厚度 3mm。
5.5 加装临时防护
根据完成的成品外径制作非金属临时保护套,将保护套安装在两端,防止运输和安装时破坏两端的PIR泡沫和气阻层。
5.6后期熟化
完成施工的管道放置在特定的环境中(温度、湿度等条件符合设计要求)进行后期熟化,使玻璃钢层和PIR泡沫进一步固化和稳定,提高保冷管道的整体性能和使用寿命。熟化时间根据材料特性和环境条件确定,一般不少于 24 小时。(六)检验验收
外观检查:检查保冷管道表面是否平整、光滑,无裂缝、无气泡、无褶皱,各层之间连接紧密,无分层现象;玻璃钢层无漏缠、无流挂,颜色均匀一致。
尺寸检查:使用测量工具检测保冷管道的外径、保冷层厚度等尺寸参数,应符合设计要求,允许偏差在规定范围内。
性能检测:对保冷管道进行导热系数、抗压强度等性能测试,确保其保冷性能和机械性能满足使用要求(非破坏检测,生产过程中取样检测并留样)。
资料检查:检查施工过程中的材料检验报告、施工记录、质量检验记录等资料是否完整、准确,符合相关规范和验收标准。
经检验验收合格的保冷管道入库待发货,对检验不合格的产品,应进行返工,并应分析原因,采取相应的整改措施,直至验收合格。

河北君业科技股份有限公司
2025.4.18


 冀公网安备 13020702000111号
冀公网安备 13020702000111号
